
 EN
EN
 fr
fr  es
es  it
it  ru
ru  ar
ar  da
da  fi
fi  pl
pl  bg
bg  nl
nl 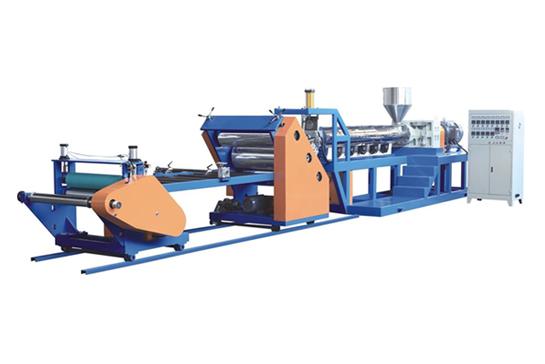


Please fill the form to let us know your need.
Our sales will get in touch with you ASAP.


1. High precision and character for forming machine and head die
2. Water and wind cooling for module
3. On-line belling
4. Unique digital control system
5. High automatic, high output, stable production condition.
Model | JG-SEG-630 | JG-SEG-800 | |
Raw material | PVC | PE | |
Extrusion system | |||
Screw dis | mm | Φ90/180 | Φ90/120 |
L/D ratio | L/D | 30:1 | |
Driving power | KW | 90 | 75/135 |
Heating zone | KW | 77 | 120 |
Forming system | 8 | 6*2 | |
Number of mould block | |||
Driving power | Pair | 42 | 42 |
Cooling power | KW | 7.5 | 7.5 |
Cooling power | KW | 11 | 11 |
Lubricating power | KW | 0.75 | 0.75 |
Move speed of mould block | m/min | 0.3-3 | 0.3-3 |
Vacuum pump power | KW | 75 | 75 |
Forming length of mould block | mm | 2286 | 2286 |
Spray cooling system | |||
Cooling method | Cooled b water and wind | ||
Cooling power | KW | 9.5 | 9.5 |
Automatic cutting system | |||
Driving total power | KW | 10.4 | 10.4 |
Cutting method | Planetary cutting | ||
Cutting range | mm | φ200-630 | Φ225-800 |
Others | |||
Range of pipe dia. | mm | Φ200-630 | Φ225-800 |
Central height | mm | 1600 | 1600 |
Water consumption | L/H | 6000 | 6000 |
Installed capacity(approx) | KW | 460 | 650 |
Normal power | KW | 300 | 350 |
Dimensions(approx) | M | 39.7*5.2*5.85 | |
Total weight(approx) | T | 42 | 45 |
The production process of the double-wall corrugated pipe production line has 5 stages, including:
1. Raw material preparation
The preparation of raw materials starts with the purchase order and ends with the manufacture of the mixture and its transfer to the extruder hopper. This stage includes: purchase order, receiving, storing and manufacturing the mixture.
2. Extrusion
During the extrusion stage of thermoplastics, the polymer is melted by the heat generated inside the extruder. The melting of heavy polyethylene is controlled by precisely adjusting the heat distribution in different areas according to the polymer type, so as to generate the best pressure in the output of the extruder.
3. Corrugation
The extruded polyethylene passes through the die, and the shape of the pipe is obtained at the output end of the die. Then, the outer surface of the double-walled tube is corrugated through a mold and vacuum, while the inner surface of the tube is still smooth. This molding process is carried out continuously through a corrugated rotating mold.
According to the type of pipe required, install the corresponding parts and molds on the production line, stabilize the thickness of the polyethylene pipe layer during the production process, and adjust the production speed and temperature to the best state.
4. Calibration
The cooling phase is very important for the dimensional stability in the production of plastic pipes, which is called calibration, which changes according to the thickness of the pipe and the production speed. To cool the pipe, use water nozzles embedded around the pipe along the calibrator. The water temperature of the cooling system is also controlled.
5. Validation and final product testing
In the final stage of the production process, the bellows are sampled, and the quality control department conducts corresponding tests to determine whether the final product meets the required specifications, and optimizes adjustments.
 Call us on:
Call us on:  Email Us:
Email Us:  No.398B-9, Jiaozhou West Road, JiaozhouCity, Qingdao City, China.
No.398B-9, Jiaozhou West Road, JiaozhouCity, Qingdao City, China. 





