The traditional single-screw extruder design is mostly three-stage, and its main function is to plasticize, homogenize, and continuously press and send granular or powdered plastic to the extruder head. The plastic undergoes different physical state changes during the extrusion process, but no chemical reaction occurs.
In the process of the silane cross-linked polyethylene pipe extrusion line, the raw material undergoes the above physical process in the extruder, but also completes the polyethylene-silane grafting reaction. The traditional three-stage single-screw extruder process obviously cannot be fully adapted The main drawbacks of reactive extrusion molding requirements are that the residence time distribution of the materials is too wide and the relatively short length of the complete melting zone of the materials. At the same time, there are also problems such as low conveying efficiency of the solid-liquid mixed system by the solid conveying section.
1. Raw material drying system
The single-screw extruder process requires that the water content of the resin is not greater than 200mg/kg. If the drying requirements cannot be met with only an ordinary hopper dryer, for this reason, a raw material drying system with air dehumidification device should be equipped.
2. Metering and feeding system
The single-screw extruder process is equipped with an advanced weighing and feeding system. The solid and liquid are measured separately. The proportion is controlled by a computer, and the accuracy can reach 0.25%.
Since vinyl silane can easily absorb moisture in the air and turn it into silanol, the metering and feeding system has adopted strict moisture-proof measures. At the same time, the flash point of vinyl silane is low, the metering pump should be equipped with an explosion-proof motor, and the equipment and containers in contact with the silane must have a reliable ground to prevent electrostatic sparks from detonating the silane.
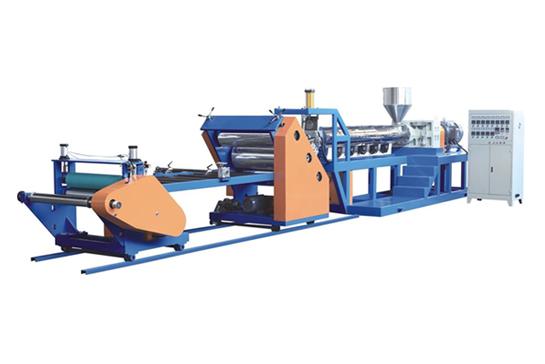
3. Plasticized extrusion parts
As mentioned above, the single-screw extruder process not only plasticizes the plastic, but also ensures the smooth grafting of polyethylene and silane. Therefore, the basic principles for designing the screw of the single-screw extruder are:
① There must be a sufficiently long feeding section;
②The screw runner should avoid dead corners, and at the same time improve the surface finish of the screw and barrel to prevent the accumulation of reaction materials and shorten the continuous operation cycle of the extruder;
③The groove depth of the screw metering section should not be too shallow to avoid excessive shearing of the graft body;
④The screw length to diameter ratio can be appropriately longer;
⑤ Properly extend the residence time of the melt in the extruder, and make the residence time of the melt as uniform as possible.
However, theoretical and experimental studies have shown that simply increasing the length of the screw cannot effectively improve the efficiency of the grafting reaction. At present, a four-stage single-screw extruder, through actual production and operation, has proved that it can significantly improve the efficiency of silane grafting reaction and increase the output of a single machine.
 Analysis of Thermosetting Plastic and Barrel Temperature of PVC Plastic Pipe Production LineSeptember 22, 2021The molding of thermosetting plastics is to gradually melt and plasticize the plastics on the plastic pipe production line. At the same time, a chemical reaction occurs. Under the continuous action of...viewCharacteristics of PE Pipe Extrusion Line and Analysis of Co-extrusion Marking StripsMay 7, 2022I. Special HDP is selected for PE pipe extrusion lineFor the high-efficiency extruder of PP pipe, the screw adopts the structure with barrier and mixing head, and the barrel adopts a new slotted barre...viewHow to Deal With the Problems in the Plastic Extrusion Line?March 7, 2022In the process of plastic extrusion line, because the operator is not proficient in the process and machine operation, the plastic pipe will often appear rough on the outside surface, jitter ring insi...viewTroubleshooting of Plastic Pipe Production LineJune 25, 2021Adjust the process temperature: reduce the cooling water temperature, the cooling water temperature of the PE pipe is 20~25°CviewThe Main Advantages and Disadvantages of Twin Screw ExtruderApril 21, 2021What are the advantages and disadvantages of twin screw extruders?Ⅰ. Advantages of twin screw extruder1. Good self-cleaningThere is a speed difference in the meshing between the twin screws. Under mu...viewHow Does the PE Pipe Production Line Choose the Sizing Device?June 13, 2022The PE pipe leaves the die to melt the parison, and it is cooled and solidified to transfer the traction force and molded into a PE pipe.Ⅰ. There are two sizing methods for pe pipe production line: i...view
Analysis of Thermosetting Plastic and Barrel Temperature of PVC Plastic Pipe Production LineSeptember 22, 2021The molding of thermosetting plastics is to gradually melt and plasticize the plastics on the plastic pipe production line. At the same time, a chemical reaction occurs. Under the continuous action of...viewCharacteristics of PE Pipe Extrusion Line and Analysis of Co-extrusion Marking StripsMay 7, 2022I. Special HDP is selected for PE pipe extrusion lineFor the high-efficiency extruder of PP pipe, the screw adopts the structure with barrier and mixing head, and the barrel adopts a new slotted barre...viewHow to Deal With the Problems in the Plastic Extrusion Line?March 7, 2022In the process of plastic extrusion line, because the operator is not proficient in the process and machine operation, the plastic pipe will often appear rough on the outside surface, jitter ring insi...viewTroubleshooting of Plastic Pipe Production LineJune 25, 2021Adjust the process temperature: reduce the cooling water temperature, the cooling water temperature of the PE pipe is 20~25°CviewThe Main Advantages and Disadvantages of Twin Screw ExtruderApril 21, 2021What are the advantages and disadvantages of twin screw extruders?Ⅰ. Advantages of twin screw extruder1. Good self-cleaningThere is a speed difference in the meshing between the twin screws. Under mu...viewHow Does the PE Pipe Production Line Choose the Sizing Device?June 13, 2022The PE pipe leaves the die to melt the parison, and it is cooled and solidified to transfer the traction force and molded into a PE pipe.Ⅰ. There are two sizing methods for pe pipe production line: i...view Call us on:
Call us on:  Email Us:
Email Us:  No.398B-9, Jiaozhou West Road, JiaozhouCity, Qingdao City, China.
No.398B-9, Jiaozhou West Road, JiaozhouCity, Qingdao City, China. 
 EN
EN
 fr
fr  es
es  it
it  ru
ru  ar
ar  da
da  fi
fi  pl
pl  bg
bg  nl
nl