The low-density polyethylene drip irrigation pipe for farmland extruded by the extruder line is a kind of corrugated pipe, and there are countless small holes for water seepage distributed on the circumference of the pipe wall. When this kind of pipe is used, the pipe is buried at a depth of 80 cm below the ground. After the water is passed through, the water in the pipe continuously penetrates into the soil humidity from the small holes on the pipe wall. If there is too much water in the soil in the rainy season, the water can also be transported deep into the pipe through the small holes in the pipe wall, which can play the role of drought resistance and waterlogging prevention.
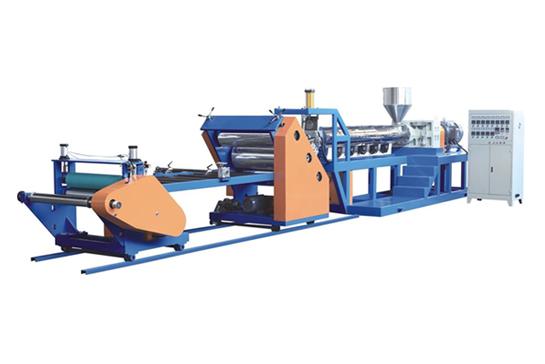
We use extruder for production. The specific extrusion molding process of this product is as follows:
The raw material used in the plastic extruder machine is low-density polyethylene resin of 0.91~0.93g/m³, and the melt flow rate required by the resin is 0.5~3g/10min.
In order to produce this kind of pipe, a single-screw extruder is used, and the screw of the extruder is an equidistant gradient type, the length-diameter ratio is 20:1, and the compression ratio is 2~3.
This kind of pipe is plasticized and extruded by a single-screw general-purpose extruder, and then it needs to be formed into a tube blank through a forming die, and then inflated by compressed air into a jig with a corrugated shape, which is pulled by a crawler-type traction device. Running forward, when the clamp is pulled by the crawler traction mechanism, it is cooled by air to make the bellows blank to be shaped in the bellows forming die.
The barrel temperature of the extruder is controlled at 90~100℃, 110~130℃, 140~160℃ respectively from the feeding section to the homogenization section. The temperature of the forming mold is controlled at 110~140℃.
The actual production process conditions refer to the following:
a. If the equidistant and unequal depth gradient screw structure is used, the diameter is 65mm, the length-diameter ratio of the screw is 20:1, and the compression ratio is 2.5.
b. The structure of the molding die installed on the extruder equipment is the same as that of the die for extrusion molding of ordinary PE pipes. φ34mm.
c. The pulling speed ratio of the pulling machine of the extruder line is 5.5, the stretching ratio is 2.5, the inflation ratio of the tube blank is 1.84, the outer diameter of the forming tube is 62 mm, and the inner diameter is 60 mm.
a. On-site operators need to pay attention to the stability of the extrusion molding process temperature at any time, and it is not allowed to have a large temperature fluctuation difference.
b. Air leakage is not allowed in the requirement of air blocking for inflating the tube blank.
c. The speed of extruder extruding molten material should be stable, the air pressure used for inflating the tube blank should be stable, and the traction running speed should be stable, and a relatively fixed draft ratio should be ensured.
 Analyzing and Troubleshooting Single Screw ExtrudersApril 9, 2021Single-screw extruder is a common mechanical equipment in rubber and plastic manufacturers. The screw is the main part of the single-screw extruder. The quality of the two parts of the single-screw ex...viewPlastic or Metal Die Extrusion MoldingFebruary 2, 2021Extrusion molding is to mold plastic or metal into the predetermined shape. During this process, the metal or plastic melts and then they are pushed through the mold to form a linear shape.viewFeatures and Uses of Pipe Extruder LineJune 25, 2021Ⅰ. Features of pipe extruder lineThe pipe extruder line is a new type of green pipe formed by extruding a composite anticorrosive, hygienic, non-toxic inner and outer plastic layer on the surface of ...viewSolutions to the Groove Marks and Surface Roughness of the Plastic Pipe Production LineSeptember 22, 2021Ⅰ. Solutions to groove marks on plastic pipe production lineAdjust the nozzle angle in the vacuum shaping box to make the pipes of the pipe production line cool evenly. Check the sizing sleeve, cutti...viewCharacteristics of PVC Pipe Production LineNovember 26, 2021Ⅰ. The PVC pipe production line has good resistance to scratchesStudies have shown that high-grade PVC pipes have better resistance to SCG and scratch resistance. The PVC100 pipe has better scratch r...viewProduct Process Advantages of PE Pipe Extrusion LineApril 19, 20221. PE pipe extrusion line is non-toxic and hygienic: The pipe material is non-toxic which is a green building material without corruption and scaling.2. Corrosion resistance of PE pipe extrusion line:...view
Analyzing and Troubleshooting Single Screw ExtrudersApril 9, 2021Single-screw extruder is a common mechanical equipment in rubber and plastic manufacturers. The screw is the main part of the single-screw extruder. The quality of the two parts of the single-screw ex...viewPlastic or Metal Die Extrusion MoldingFebruary 2, 2021Extrusion molding is to mold plastic or metal into the predetermined shape. During this process, the metal or plastic melts and then they are pushed through the mold to form a linear shape.viewFeatures and Uses of Pipe Extruder LineJune 25, 2021Ⅰ. Features of pipe extruder lineThe pipe extruder line is a new type of green pipe formed by extruding a composite anticorrosive, hygienic, non-toxic inner and outer plastic layer on the surface of ...viewSolutions to the Groove Marks and Surface Roughness of the Plastic Pipe Production LineSeptember 22, 2021Ⅰ. Solutions to groove marks on plastic pipe production lineAdjust the nozzle angle in the vacuum shaping box to make the pipes of the pipe production line cool evenly. Check the sizing sleeve, cutti...viewCharacteristics of PVC Pipe Production LineNovember 26, 2021Ⅰ. The PVC pipe production line has good resistance to scratchesStudies have shown that high-grade PVC pipes have better resistance to SCG and scratch resistance. The PVC100 pipe has better scratch r...viewProduct Process Advantages of PE Pipe Extrusion LineApril 19, 20221. PE pipe extrusion line is non-toxic and hygienic: The pipe material is non-toxic which is a green building material without corruption and scaling.2. Corrosion resistance of PE pipe extrusion line:...view Call us on:
Call us on:  Email Us:
Email Us:  No.398B-9, Jiaozhou West Road, JiaozhouCity, Qingdao City, China.
No.398B-9, Jiaozhou West Road, JiaozhouCity, Qingdao City, China. 
 EN
EN
 fr
fr  es
es  it
it  ru
ru  ar
ar  da
da  fi
fi  pl
pl  bg
bg  nl
nl