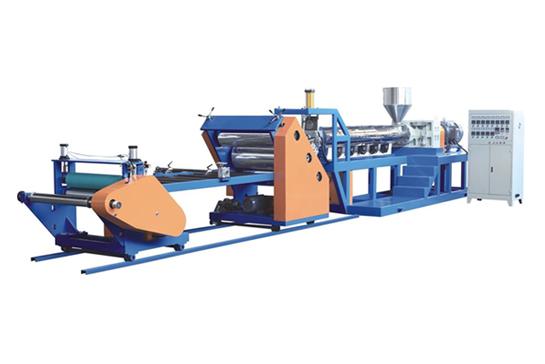
At present, polypropylene film in the plastics industry is produced by an extruder line. The extruder line is a production line with an extruder as the core equipment. Using this kind of production equipment that can continuously produce, large-capacity, and highly automated, plastic products The on-site operators and technicians of the plant need to understand some key points of process operation during production. We have prepared and shared some knowledge points for you, as follows:
1. In the plastics industry, when polypropylene film is produced on the extruder line, corona treatment is sometimes required in the production process sequence. We need to decide whether to use corona treatment according to the purpose of the film produced by the extruder.
2. Before the extruder line equipment is installed on the barrel, it is generally necessary to install a filter screen and a perforated plate. In actual use, the filter screen of the extruder is 80 mesh, 100 mesh, 100 mesh, and 80 mesh. Four layers, of which extrusion The mesh number of the filter screen in the middle when the film is machined is 120 meshes.
3. When the extruder line adopts the downward blowing method to form the polypropylene film, the die gap needs to be controlled within the range of 0.8~1.2mm, and the field operators need to pay attention to the uniformity of the die circumferential gap.
4. The air pressure control of the inflation mold base in the extruder line needs to be stable. The inflation ratio of the diaphragm to be blown into the film bubble designed by the technicians should not exceed 2, and the draft ratio of the equipment should be controlled at between 2~3.
5. The temperature of the circulating cooling water used in the film bubble cooling and shaping used in the extruder line needs to be between 15 and 20 °C, and the cooling water flow control should be balanced. If the water temperature is too high, the transparency of the film will be affected, and if the water temperature is too low, the film will become sticky, and the field operator can adjust the actual water temperature accordingly.
6. The winding method of the finished film in the extruder line needs to be determined according to the dimensional shrinkage change of the product within 24 hours, and the influence on the appearance quality of the product.
7. If the film produced by our extruder line is used for food packaging, this film needs to comply with the GB9688-1988 standard. Among them, the sensory index requirements for the resin are: normal color, no peculiar smell, odor, and foreign matter.
With strong technical force, sophisticated production equipment and scientific management, our company has continuously introduced cutting-edge products in the industry, like wpc board extrusion line, conical twin screw exturder, etc.and has established long-term and stable cooperative relations with many universities and research institutes. We are familiar with market trends and can transform extremely new scientific and technological achievements at an extremely fast speed. We have won widespread praise from users with our excellent quality and perfect service. If necessary, welcome to consult.
 Influencing Factors of Extrusion Molding of the PVC Pipe Extrusion LineJuly 27, 20211. Extrusion molding pressure of the PVC pipe extrusion lineDuring the extrusion process, due to the resistance of the material flow, the change of the screw groove depth, and the obstruction of the f...viewThe Advantages and Environmental Impact of Wood Plastic Produced by PVC Pipe Production LineSeptember 22, 2021Ⅰ. The wood plastic produced by the PVC pipe production line has strong corrosion resistanceThere will be no cracks or cracks in the long-term use of wood plastic, and it is safe and non-toxic. It is...viewCooling and Traction Device of Pipe Extrusion LineDecember 24, 2021Plastic pipe production equipment is composed of control system, extruder, machine head, shaping cooling system, tractor, planetary cutting device and turning frame.Ⅰ. Cooling device of the pipe extr...viewThe Maintenance of the Pipe Extrusion Line Cannot Use Brute ForceApril 21, 2021Ⅰ. What is a pipe extrusion line?The pipe extrusion line is a new type of green pipe formed by extruding a composite anticorrosive, hygienic, non-toxic inner and outer plastic layer on the surface of...viewPVC Pipe Characteristics of Pipes Produced by Pvc Pipe Extrusion LineLine Production Pipe CharacteristicsAugust 27, 20211. The construction is simple, the joint between the PVC pipes produced by the PVC pipe extrusion production line is very easy, which can speed up the construction speed and greatly reduce the constru...viewFunction Introduction of PVC Pipe Extrusion LineAugust 27, 20211. The tractor of the PVC pipe extrusion lineThe tractor of the PVC pipe extrusion line is used to continuously and automatically draw the cooled and hardened pipe from the head of the PVC pipe extrus...view
Influencing Factors of Extrusion Molding of the PVC Pipe Extrusion LineJuly 27, 20211. Extrusion molding pressure of the PVC pipe extrusion lineDuring the extrusion process, due to the resistance of the material flow, the change of the screw groove depth, and the obstruction of the f...viewThe Advantages and Environmental Impact of Wood Plastic Produced by PVC Pipe Production LineSeptember 22, 2021Ⅰ. The wood plastic produced by the PVC pipe production line has strong corrosion resistanceThere will be no cracks or cracks in the long-term use of wood plastic, and it is safe and non-toxic. It is...viewCooling and Traction Device of Pipe Extrusion LineDecember 24, 2021Plastic pipe production equipment is composed of control system, extruder, machine head, shaping cooling system, tractor, planetary cutting device and turning frame.Ⅰ. Cooling device of the pipe extr...viewThe Maintenance of the Pipe Extrusion Line Cannot Use Brute ForceApril 21, 2021Ⅰ. What is a pipe extrusion line?The pipe extrusion line is a new type of green pipe formed by extruding a composite anticorrosive, hygienic, non-toxic inner and outer plastic layer on the surface of...viewPVC Pipe Characteristics of Pipes Produced by Pvc Pipe Extrusion LineLine Production Pipe CharacteristicsAugust 27, 20211. The construction is simple, the joint between the PVC pipes produced by the PVC pipe extrusion production line is very easy, which can speed up the construction speed and greatly reduce the constru...viewFunction Introduction of PVC Pipe Extrusion LineAugust 27, 20211. The tractor of the PVC pipe extrusion lineThe tractor of the PVC pipe extrusion line is used to continuously and automatically draw the cooled and hardened pipe from the head of the PVC pipe extrus...view Call us on:
Call us on:  Email Us:
Email Us:  No.398B-9, Jiaozhou West Road, JiaozhouCity, Qingdao City, China.
No.398B-9, Jiaozhou West Road, JiaozhouCity, Qingdao City, China. 
 EN
EN
 fr
fr  es
es  it
it  ru
ru  ar
ar  da
da  fi
fi  pl
pl  bg
bg  nl
nl