Whether the storage conditions of electric melting pipe fittings before welding meet the standards and whether the cooling process after welding is appropriate are the factors affecting the final welding quality. In China, the standardization and necessary construction technology support in these aspects lag behind the development and application speed of PVC pipe, which restricts the popularization and application of PVC pipe production line to a certain extent.
Therefore, professional training for engineering and technical personnel and construction personnel (function: knowledge transfer, skill transfer and standard transfer) is an effective way to make PVC pipe construction formal and good development. The following methods can be adopted for acceptance:
1. Check the welding data printing records of all welding interfaces of PVC pipe production line equipment.
2. The appearance quality self inspection of PVC pipe production line shall be 100%. The supervisor and other acceptance units shall select a certain proportion of welded junctions for appearance inspection according to the construction quality, and the number shall not be less than 30% of the number of welded junctions, and the number of welded junctions of each welder shall not be less than 9. The appearance quality inspection can be carried out according to the following inspection points.
3. For the welded junction of full-automatic hot-melt butt joint of PVC pipe production line, the acceptance personnel shall select a certain number of welded junction, cut off the curl, and check the interface quality according to the above inspection highlights. The number of spot checks shall not be less than 10%, and the number of spot checks of each welder shall not be less than 5.
4. Each project of PVC pipe production line shall be subject to interface destructive test. In case of electrofusion connection, 3% of welded junctions shall be selected, and it is recommended that not less than 1 joint be selected; In case of full-automatic hot-melt butt welding, 5% of the welded junctions shall be selected, and each welder shall not be less than 3.
Destructive test can cut the welded junction into 4 or more pieces to check the internal fusion. Incomplete fusion is regarded as unqualified. Tensile test can also be carried out to see whether the tensile strength meets the requirements.
5. If the pipe interface quality of PVC pipe production line is unqualified, double the sampling inspection of the welder's interface. If it is found unqualified, all the interfaces constructed by the welder shall be reworked.
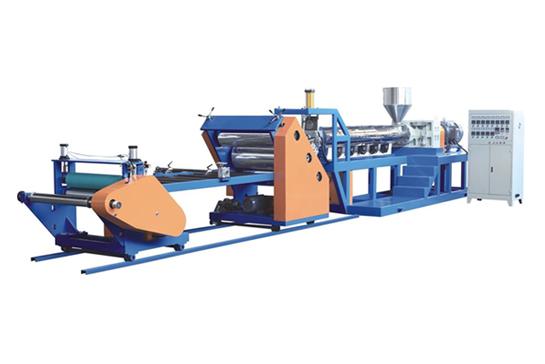
Through the above verification and inspection methods, if it is qualified, the quality reliability of pipe interface of PVC pipe production line can be considered to be similar to that of steel pipe welded junction. The PE pipe extrusion line is a spiral die head designed for HDPE and PE large-diameter thick wall pipes. The die has the characteristics of low melt temperature, good mixing performance, low die cavity pressure and stable production.
 Factors That Affect the Quality of Pipes Made by PVC Pipe Production LineMarch 7, 2022To produce high-quality PVC pipes, the PVC plastic pipe extrusion line must strictly control all links in the processing of PVC pipes, such as raw material selection, temperature, screw speed, compres...viewThe Structure and Application of Plastic ExtruderFebruary 2, 2021In reality, there are many kinds of plastic products that cannot be produced without plastic extruders. So how to make a plastic extruder? Plastic extruders play the role of extrusion molding in the production of plastic products.viewApplication of Single Screw Extruder in Pipe ProductionJune 25, 2021The traditional single-screw extruder design is mostly three-stage, and its main function is to plasticize, homogenize, and continuously press and send granular or powdered plastic to the extruder hea...viewDefinition and Operation of Single Screw ExtrudersApril 21, 20211. Definition of single screw extrudersScrew extruders are divided into single screw extruders and multi-screw extruders. The single screw extruder is the most important type of extruder in the polyme...viewComposition of PVC Pipe Production LineNovember 26, 2021The plastic pipe production line is convenient to be connected. The polyethylene pipe mainly adopts hot melt connection and electrofusion connection so that the pipeline system is integrated. It has g...viewIntroduction of Plastic Extrusion Line for Cable Production EquipmentMay 25, 2021Let's take a look at the detailed introduction of the plastic extrusion production line of the cable production equipment:1. The plastic extrusion of the wire and cable of the plastic extrusion li...view
Factors That Affect the Quality of Pipes Made by PVC Pipe Production LineMarch 7, 2022To produce high-quality PVC pipes, the PVC plastic pipe extrusion line must strictly control all links in the processing of PVC pipes, such as raw material selection, temperature, screw speed, compres...viewThe Structure and Application of Plastic ExtruderFebruary 2, 2021In reality, there are many kinds of plastic products that cannot be produced without plastic extruders. So how to make a plastic extruder? Plastic extruders play the role of extrusion molding in the production of plastic products.viewApplication of Single Screw Extruder in Pipe ProductionJune 25, 2021The traditional single-screw extruder design is mostly three-stage, and its main function is to plasticize, homogenize, and continuously press and send granular or powdered plastic to the extruder hea...viewDefinition and Operation of Single Screw ExtrudersApril 21, 20211. Definition of single screw extrudersScrew extruders are divided into single screw extruders and multi-screw extruders. The single screw extruder is the most important type of extruder in the polyme...viewComposition of PVC Pipe Production LineNovember 26, 2021The plastic pipe production line is convenient to be connected. The polyethylene pipe mainly adopts hot melt connection and electrofusion connection so that the pipeline system is integrated. It has g...viewIntroduction of Plastic Extrusion Line for Cable Production EquipmentMay 25, 2021Let's take a look at the detailed introduction of the plastic extrusion production line of the cable production equipment:1. The plastic extrusion of the wire and cable of the plastic extrusion li...view Call us on:
Call us on:  Email Us:
Email Us:  No.398B-9, Jiaozhou West Road, JiaozhouCity, Qingdao City, China.
No.398B-9, Jiaozhou West Road, JiaozhouCity, Qingdao City, China. 
 EN
EN
 fr
fr  es
es  it
it  ru
ru  ar
ar  da
da  fi
fi  pl
pl  bg
bg  nl
nl